Cutting is one of the most widely applied laser processing techniques. Fiber laser and CO2 laser are the most commonly used laser cutting equipment. It is necessary for users to have a knowledge of the advantages and disadvantages of both the two ways of cutting.
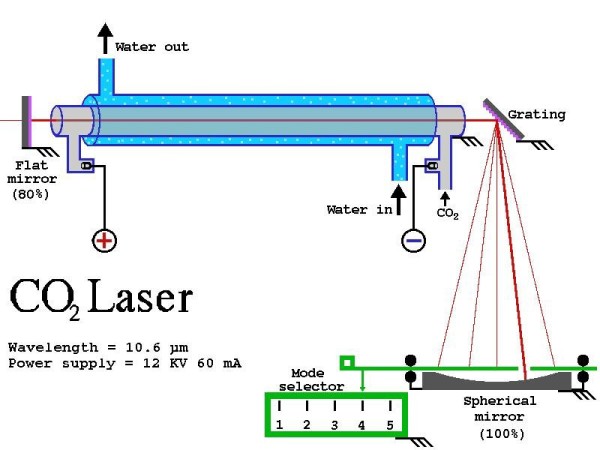
Source : fe.infn
Wavelength of fiber laser is 1.06μm and Wavelength of CO2 laser is 10.6μm. Both are infrared light and can be absorbed by material so that they can be applied in Industrial material processing. Fiber laser is unable to be applied in non-metal cutting, such as wood, plastic, leather and ramie cotton fabric. In case of non-metal cutting, CO2 laser is the only choice. But CO2 laser cannot cut copper products, including brass and red copper. Because copper is highly reflective material for CO2 laser, laser will be reflected instead of absorbed by copper, which can cause harm.
Laser is evaluated by integrated index as cutting speed, drilling efficiency and section quality.
Fiber laser has an advantage in cutting thin plate, especially for thickness under 3mm. Its maximum cutting speed ratio can reach to 4:1 and 6mm is critical thickness for the two kinds of lasers. When it is thicker than 6mm, fiber laser shows no preferential; as the thickness increases, CO2 laser shows preferential gradually but not outstandingly. Generally speaking, fiber laser has an advantage in cutting speed.
Drilling efficiency:
Before cutting, laser beam should penetrate workpiece. Fiber laser needs more time in drilling than CO2 laser. Take 3KW optical fiber laser and CO2 laser as an example, The latter saves 1 second in drilling 8mm carbon steel; and 2 seconds in 10mm drilling. As thickness grows, CO2 laser will save more time.
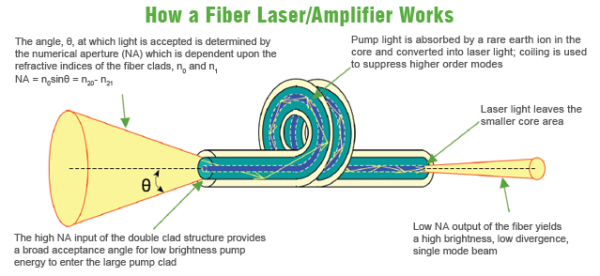
Source : nufern
Section quality:
Section quality usually means the roughness (surface perfection) and perpendicularity.
When cutting steel plate under 3mm, section quality of fiber laser is worse then CO2. As thickness grows, the difference becomes more obvious.
In addition, carbon steel plate has high absorptivity on fiber laser energy, so it has shortcoming in cutting holes (aperture < panel thickness).
The above comparison will help users make a reasonable choice. The cutting speed of the two lasers is equally matched. Fiber laser is inferior to Co2 laser in section quality and drilling efficiency. There is no quick answer to which is better. They both have advantages and disadvantages in specific application demands.
By the way, laser cutting precision has nothing to do with the adoption of lasers. It is determined by machine positioning precision, resetting precision and consistency of kerf width. Fiber laser has narrower kerf than CO2. Kerf width doesn’t affect precision of the parts either, since it can be offset by cutting gap compensation.
DK Photonics – www.dkphotonics.com specializes in designing and manufacturing of high quality optical passive components mainly for fiber laser applications such as 1064nm high power isolator, Cladding Power Stripper, Multimode High Power Isolator, pump combiner,1064nm Band-pass Filter,(6+1)X1 Pump and Signal Combiner, PM Circulator, PM Isolator, optical Coupler. More information, please contact us.